+86 15539792960 / +86 17660976180
en
 English
English
-
Products
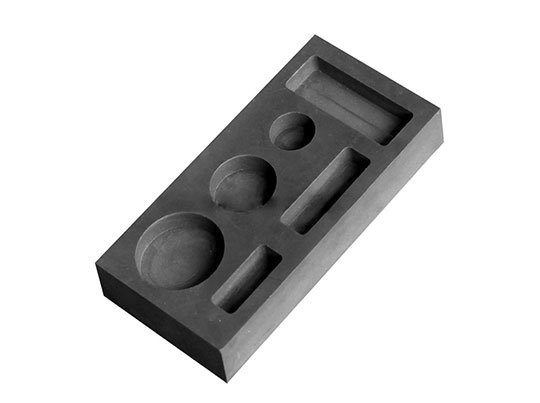
EDM Graphite Blocks Isostatic Graphite Block Molded Graphite Block Extruded Graphite Block High Purity Graphite Block High Density Graphite Block Vacuum Furnace Graphite Large Graphite Block 1080x350x350mm Graphite Block 1250x650x270mm Graphite Block 1500x700x310mm Graphite Block 2350x650x320mm Graphite Block 420x390x185mm Graphite Block 450x255x125mm Graphite Block 510x410x250mm Graphite Block 520x440x250mm Graphite Block 630x610x185mm Graphite Block 650x530x250mm Graphite Block 900x300x200mm Graphite Block Graphite Molds for Casting Carving Graphite Mold Graphite Coin Mold Graphite Jewelry Mold Graphite Molds for Silver, Gold and Metal







- Industries
- Resources
- Company
- Gallery
- Contact Us